|
 |
|
 |
|
|
 |
Stanwell A/S Pfeifenproduktion

Das Tor, wo alles anfängt.
Hier werden die Bruyerekanteln angeliefert.

Hinter dem Tor ist der
sogenannte First Room.
Hier werden die Kanteln nach der Anlieferung 1 Monat
gelagert.
In einem Sack sind 12 Dutzend Kanteln.

Nachdem die Lagerung im
ersten Monat abgeschossen ist,
kommen die Kanteln in den nächsten
dahinterliegenden Raum und
werden hier nochmal 5-6 Monate gelagert.

So, nun sind 6-7 Monate rum
und die Kanteln kommen in das Bruyere-Lager.
Hier lagern im Schnitt 100.000
Kanteln,
die auf die weitere Verarbeitung zu einer Stanwell Pfeife warten.

Bevor es aber so richtig los
geht, wird jede Kantel mit einer Schablone ausgemessen,
damit die richtige
Kantelgröße für die einzelnen Shapes bestimmt werden kann.

Die ausgemessenen Kanteln
werden danach in diesen Holzkästen sortiert,
die nach den einzelnen Shapes
beschriftet sind.
Danach ist das Schicksal der Kantel bestimmt und sie
weiß
jetzt was aus ihr mal werden soll.

Hier wird noch per Hand bei
jeder Kantel die Tabakkammer gebohrt.

Die Tabakkammer ist fertig
und weiter gehts zur Kopierfräse

Jeweils acht Kanteln werden
gleichzeitig in die Kopierfräse gespannt.
Dabei dient die vorgebohrte
Tabakkammer als Halterung.

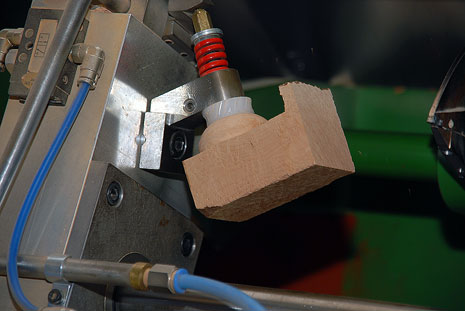
Sind alle acht Kanteln
eingespannt, wird die Kopierfräse geschlossen und eingeschaltet.

Nach 6 Minuten ist die
Kopierfräse fertig und die Pfeifenköpfe können entnommen werden.

Die Kantel hat nun ihre Form
(Shape) erhalten.

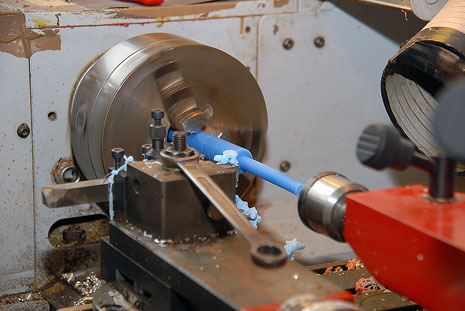
Danach wird der Rauchkanal
gebohrt.

Dabei wird der Pfeifenkopf
wieder einzelnt per Hand mit der Tabakkammer eingespannt.

Pfeifenkopf noch ungebohrt
aus der Kopierfräse

Pfeifenkopf nach der
Rauchkanalbohrung

Mundstückrohling und zwei
Teflonzapfen
9mm und 3mm.

Hier fällt die Entscheidung: 9mm oder ohne Filter
Der Teflonzapfen wird an das Mundstück angebracht.

Da die Mundstückrohlinge
alle gerade sind, wird hier für eine Bent
das Mundstück in der Heißkammer per
Hand gebogen.

Im gleichen Raum wurden
gerade Stanwell Bamboo Pfeifen produziert.

Hier werden die Bamboo
Applikationen an die Pfeifenholme angebracht.

Sind die Pfeifenköpfe und
Mundstücke produziert

werden hier die Pfeifenköpfe
und Mundstücke nach Shapes sortiert gelagert.

Nachdem Mundstück und
Pfeifenkopf vereint sind,
wird hier per
Hand Mundstück/Pfeifenholm angepaßt.

Bei jedem Pfeifenkopf
erfolgt noch mal eine Kontrolle

Hier werden die Mundstücke
aufpoliert

Und noch mal erhalten
Mundstück und Pfeifenkopf eine Bearbeitung

Danach werden die Pfeifen
unbehandelt nach Shapes und Bohrung sortiert gelagert.

In dieser Schublade liegen
dann die Pfeifen bereit und warten auf die Endbearbeitung.

Wenn eine Bestellung
reinkommt,
werden die
Pfeifen aus der jeweiligen Schublade entnommen.

Für die Sandstahlung steht
hier eine Strahlkammer bereit.

Bei Stanwell wird
Eisenpulver zum Strahlen benutzt.
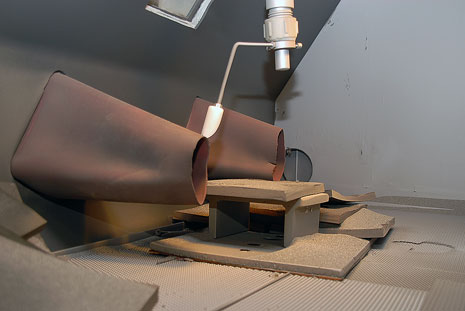
Im inneren der Kammer wird
der Pfeifenkopf dann unter die obere Düse gehalten,
wo das Eisenpulver
rauskommt.

Hier erhalten die
Pfeifenköpfe die Beizung.

Sämtliche Applikationen
werden erst ganz zum Schluß angebracht.

Dafür steht sortiert eine
große Auswahl an Möglichkeiten bereit...
oder werden speziell
angefertigt.

Wenn die Pfeifen hier den
Raum verlassen, sind sie fast fertig
.

oder kommen wieder, falls
einem Besitzer mal ein Malheur passiert ist.
Die Reparaturabteilung von
Stanwell befindet sich im selben Raum.

Kurz vor dem Versand erfolgt
dann noch die endgültige Politur der Pfeife.

Zum Schluß erhält der
Pfeifenholm noch die Stempelung.

Nun ist der
Produktionsprozeß abgeschlossen
und die
Pfeifen können verpackt und versendet werden.
Copyright © 2007 by TECON
GmbH |
 |
|
|
|
|
 |
|
 |
|
|