|
 |
|
 |
|
|
 |
Stanwell A/S Pipe Production

It begins at this door, where the briar blocks arrive.

Behind this door is the so-called First Room,
where the raw briar is stored for a month after its delivery.
One bag contains 12 dozens blocks.

After the first month, the briar blocks are moved to the next room, where they are stored for another five to six months.

When six to seven months have passed, the briar is brought into storage, which holds, on average, 100.000 blocks waiting to be made into a Stanwell pipe.

Before the real pipe making process can begin, every block is measured to find adequately sized blocks for each pipe shape.

Then the briar blocks are put into these wooden boxes, whose labels designate their future shape. At this point the fate of each block has been determined, and it knows what it will become.

Tobacco chambers are manually bored.

Then the block is passed on to the copying machine

Eight blocks are simultaneously raw-turned.
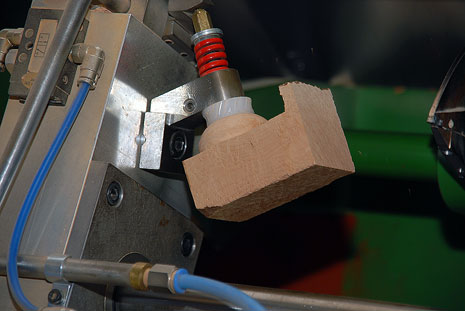
The copying machine uses the tobacco chamber to fixate each block.

When all eight blocks are inside, the copying machine is closed and started.

Just six minutes later the pipe bowls are ready to be taken out of the machine.

Now, the raw briar block has gotten its predetermined shape.

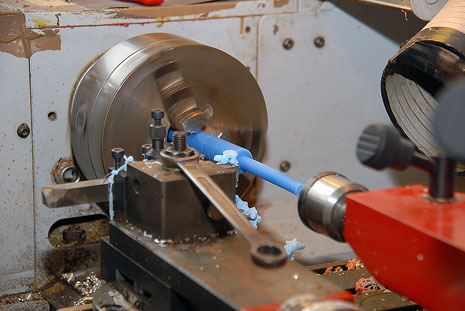
The smoking channel is bored.

Again, the tobacco chamber is used to fixate the bowl.

Just out of the copying machine: a pipe bowl without bore.

A pipe bowl after the smoking channel has been bored.

A raw stem and two Teflon-tenons: 9mm and 3mm.

An important decision has to be made: filter or no filter?
The Teflon-tenon is affixed to the stem.

Because raw stems are all straight, the ones to be used with bent pipes have to be manually shaped using a heat chamber.

At the moment, Stanwell bamboo pipes are being produced in the same room.

Here the bamboo applications are attached to the shanks.

When pipe bowls and stems have been produced

they are sorted by shape.

After their combination, special care has to be given to the intersection between mouthpiece and shank.

Each pipe is inspected.

Here mouthpieces are polished to a deep, black luster.

Mouthpiece and pipe bowl get another treatment.

The unfinished pipes are stored by shape and bore type (filter/no filter).

The Pipes in these drawers wait for the finishing process.

They are taken out when orders come in.

The sandblasting takes place in this chamber.

Stanwell uses iron powder for sandblasting.
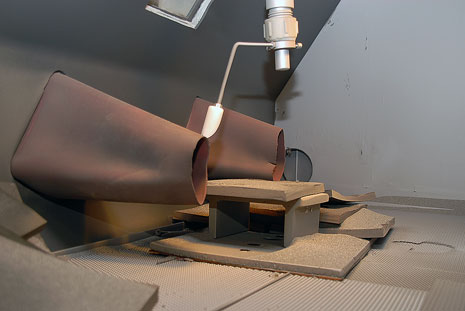
Inside the sandblasting chamber the pipe bowl is hit by the iron powder, which is injected from above.

Pipe bowls are stained.

In a last step, applications are applied.

There are lots of applications available
or they are specially made.

The pipes in this room are either almost finished

or have been sent in because they have been damaged.
Repairs are taking place in this room.

Each pipe is polished just before shipping.

The last step in the production process: stamping the pipe shank.

Now the pipes are ready to be packaged and shipped.
Copyright © 2007 by TECON GmbH |
 |
|
|
|
|
 |
|
 |
|
|